
Hoy en día las empresas tienen mayor competitividad y los fabricantes mucha presión para reducir costes, utilizan hilos tubulares en sus trabajos de soldadura que pueden proporcionar más ventajas competitivas.
Principales ventajas de los hilos tubulares Cor-a-Rosta soldando en modo estándar CV:
– ahorro comparado con SMAW y GMAW CV y Pulsado,
– tiempo corto de formación,
– mejor calidad de soldaduras,
– muy buena apariencia de soldadura y regularidad.
El desarrollo de fuentes de corriente modernas ha creado nuevas posibilidades. Control preciso de corriente, voltaje y forma de onda, así como fuentes de corriente basadas en tecnología inverter han cambiado completamente la realidad de la soldadura y son responsables del crecimiento dinámico de los procesos GMAW Como consecuencia el creciente interés en la aplicación de los modos en soldadura pulsada para hilos tubulares es observado y esperado por la industria. Considerando que el diseño de los modos pulsado para hilos tubulares requiere un enfoque más amplio:
– análisis de la fórmula del flux y el ratio metal/flux,
– otro patrón de fusión para el hilo macizo,
– forma de pulsado única diseñada para el grado individual del hilo tubular.
Los modos de soldadura pulsado se han aplicado con éxito en los hilos tubulares y están cuidadosamente estudiados para los de tipo rutilo.
Al examinar las propiedades particulares de los aceros inoxidables austeníticos (Resistencia eléctrica, temperatura de fusion), los hilos tubulares Cor-A-Rosta son los mejores candidatos para la soldadura con modos especiales. En el caso de los hilos tubulares, tales modos son diseñados individualmente para un tipo específico de hilo, incluyendo la proporción del relleno, y depende en gran medida del tipo de fuente corriente. La forma de la señal del pulsado se fija siempre para el tipo específico, grado y fabricante del hilo tubular para un determinado tipo de fuente de corriente. Cor-a-Rosta Pulsado para Speedtec 405/505 SP aplicado para los grados 304, 316 y 309 que ofrecen ventajas sobre la soldadura CV y garantiza las propiedades metalúrgicas del metal fundido.
Las prácticas industriales típicas se refieren a ángulos de antorcha FCAW típicos y parámetros de soldadura Parámetros de arranque sugeridos para soldadura en ángulo en chapa de 6-12mm:
– 1F/PB: modo 92, WFS=12m/min, Trim*=1,05, U=29V, I= 225A,
– 3Fasc./PF: WFS=9m/min, Trim=1,00, U=24-24,5V, I=160A.
Modo pulsado personalizado de Lincoln Electric para grados austeníticos estándar Cor-A- Rosta :
– ayuda a minimizar las distorsiones del Aporte de Calor,
– produce soldaduras con apariencia de cordón excepcional,
– funciona con gas de protección Ar/CO2 en fuentes de corriente inverter Speedtec SP,
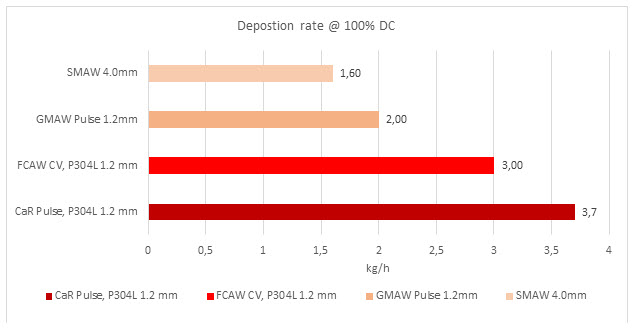
– ofrece una tasa elevada de deposición y velocidad de soldadura en todas las posiciones.
– genera ahorro al reducir el coste total de la soldadura.
Los hilos Cor-a-Rosta están disponibles en los grados de acero inoxidable más comunes y el aumento de la productividad es el factor principal que explica su exitosa aplicación en la fabricación en general, industria alimentaria y equipos de cervecería, industria química y petroquímica, offshore, gas, aceite o construcciones civiles. Los empaquetados típicos son bobinas de 5Kg y 15kg selladas al vacío.